
- 河北精工机床制造有限公司
铸铁平台的铸造工艺
铸造是一种古老的制造方法,在我国可以追溯到6000年前。随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。在常用的铸造金属材料中,灰铸铁和青铜具有良好的铸造性能,铸铁平台的铸造业常用灰铸铁生产。铸造技术的发展也很迅速,特别是19世纪末和20世纪上半叶,出现了很多的新的铸造方法,如低压铸造、陶瓷铸造、连续铸造等,在20世纪下半叶得到完善和实用化。由于现今对铸造质量、铸造精度、铸造成本和铸造自动化等要求的提高,铸造技术向着精密化、大型化、高质量、自动化和清洁化的方向发展,例如我国这几年在精密铸造技术、连续铸造技术、特种铸造技术、铸造自动化和铸造成型模拟技术等方面发展迅速.折叠砂型铸造工艺铸铁平台常用砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
铸铁平台铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度_高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。砂型铸造适用于床身、支架、变速箱、缸体、泵体等形状较复杂的零件毛坯,我们生产的铸铁平台也是通过铸造而来,符合铸造行业的基本规范。
铸铁平台年前定和年后定的区别
年前定铸铁平台
1 ,业务经理任务重、促销优惠多、真正实惠!
2,用户不太忙,机床和人员能充分磨合!
3,来年旺季立马开工,充分发挥产能和效率,立马来钱!
你过完年再上设备?
过完年都二月份了,再上铸铁平台都3-4月份了,
市场打开要到5-6月份了!
市场稳定两个月,2020年过完一半了!明年的目标又被搁浅了!
所以想明年有钱赚,今年做前期铺垫,明年投入生产,时间刚刚好!别彷徨,好机遇都是留给有准备的人!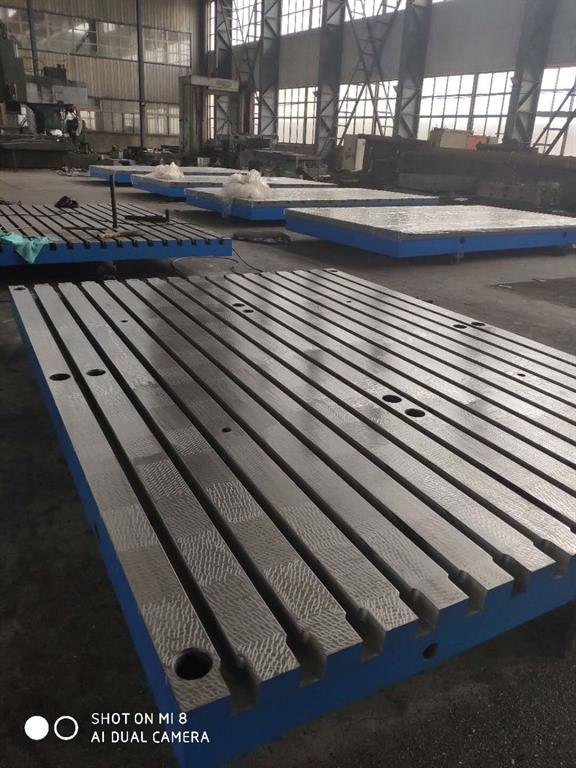
铸铁平台铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度_高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。砂型铸造适用于床身、支架、变速箱、缸体、泵体等形状较复杂的零件毛坯,我们生产的铸铁平台也是通过铸造而来,符合铸造行业的基本规范。
铸铁平台年前定和年后定的区别
年前定铸铁平台
1 ,业务经理任务重、促销优惠多、真正实惠!
2,用户不太忙,机床和人员能充分磨合!
3,来年旺季立马开工,充分发挥产能和效率,立马来钱!
你过完年再上设备?
过完年都二月份了,再上铸铁平台都3-4月份了,
市场打开要到5-6月份了!
市场稳定两个月,2020年过完一半了!明年的目标又被搁浅了!
所以想明年有钱赚,今年做前期铺垫,明年投入生产,时间刚刚好!别彷徨,好机遇都是留给有准备的人!
君健 2014(C)版权所有
技术支持:中科四方