
- 河北精工机床制造有限公司
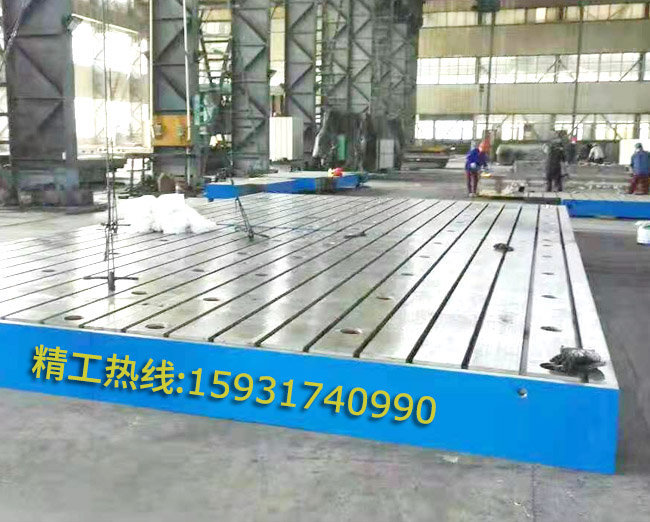
铸铁工作台设计规范
铸铁工作台面,具体精度,厚度,工艺,涂防锈漆都是有行业规范的,具体看正文介绍。
铸铁工作台工作面标准:
1、铸铁平台工作面的硬度应介于HB170-220或187-255之间。
2、板坯两侧的T型槽应在安装手柄或提升位置有一个、螺纹孔或圆柱孔。设置提升位置时,请考虑减少提升引起的变形。
3、铸铁平台应由稳定性和退磁处理。
4、铸铁平台工作面及侧面和相邻边的垂直公差为12(根据GB1184-80《形状位置公差》)
5、铸铁平台工作表面上应该没有砂孔、气孔、裂纹、铸造缺陷,如熔渣夹杂物和收缩。铸件表面应全部清理沙子,表面平整。油漆很稳定,税收边缘应该是生硬的。
6、铸铁平台工作表面应该没有生锈、划痕、凹凸和其他影响使用的外观缺陷
铸铁工作台的生产工艺流程基本是:
一、毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、机械加工:外观检验并划线、加工、检验;
三、工件调平、人工刮研、检验科检验;
四、铸铁工作台的外观处理、喷漆、包装、入库。
一、毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、机械加工:外观检验并划线、加工、检验;
三、工件调平、人工刮研、检验科检验;
四、铸铁工作台的外观处理、喷漆、包装、入库。
铸铁工作台的精度也可以说是铸铁平板的平面度:铸铁平板一般精度可以分为0级、1级、2级、3级。铸铁平板的精度标准在《中华人民共和国机械行业标准》JB/T 7974—2000里可以查到。选用精度标准时一般根据使用情况酌情而定。3级精度以上的铸铁平板用做检验、划线、装配等使用,4级精度以下的铸铁平板一般用做铆焊等使用。
设计可分为铸铁工作台的加强筋的设计,根具不同大小的检验平台设计出不同的加强筋;铸铁平台平面厚度的设计,根据铸铁平台所需要的承重需求设计出不同的厚度;还有是试验平台支撑点的设计,支撑点的设计对铸铁平台精度、变形度很为重要,支承点设计不标准 可导致铸铁平台变形无法修复。
河北精工铸铁工作台,机床铸件,地轨等系列产品均可以为您提供,精度达标,做诚信企业,只有多和铸造厂的技术工程师沟通,并按他们的要求对图纸作相应的修改,才是好产品的之道。www.btjg.com
君健 2014(C)版权所有
技术支持:中科四方