
- 河北精工机床制造有限公司
装配平板

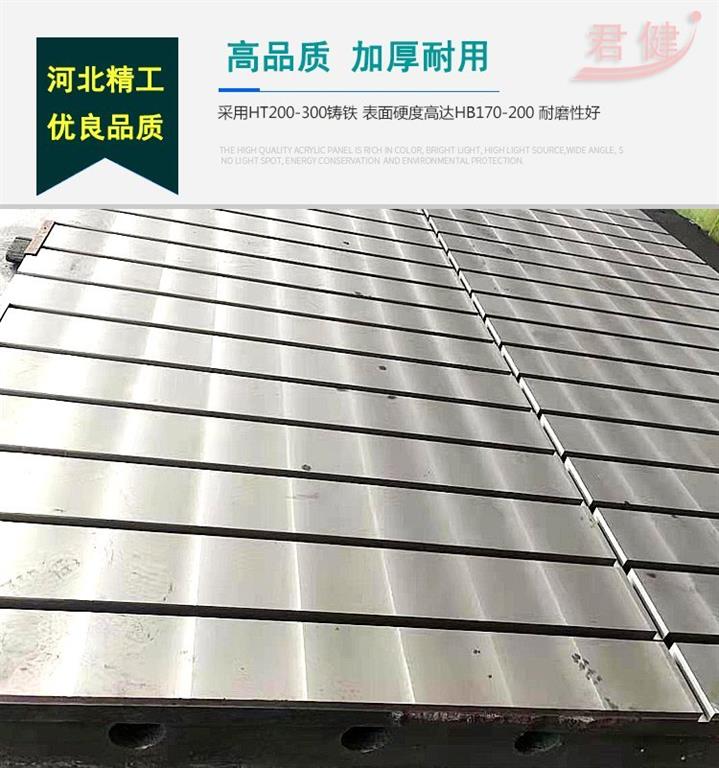
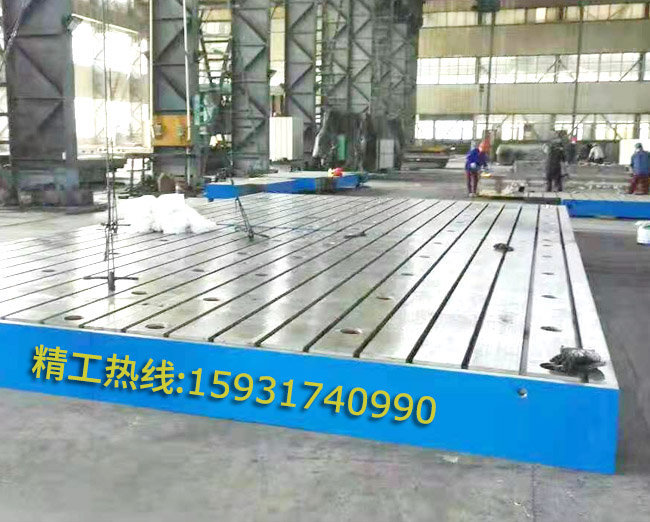
产品概述:装配平板,,T形槽装配平台,钳工装配平台,装配平台、 装配平板、 精密装配平台、铸铁装配平台
装配平板广泛应用于机械加工,工具车间,机(检)修车间,大型设备底座,计量及精密度加工的检验,测量和研磨,具有 的测量水准,检验工件的平面度,平直度以及角度的公差值检测等。
装配平板操作方法
一般铸铁装配平台的使用寿命很长,铸铁装配平台只要采用正确的方法使用和保放,铸铁装配平台工作面的精度可以保持使用2年以上,铸铁装配平台精度降低时可以通过调试或刮研工艺恢复,装配铸铁平台本身的使用寿命可以达到50-100年,所以,延长装配铸铁平台的寿命,保 证工作质量要注意:
1、在使用铸铁装配平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
2、装配铸铁平台使用后应清洗干净,搞好防锈工作。
装配平板广泛应用于机械加工,工具车间,机(检)修车间,大型设备底座,计量及精密度加工的检验,测量和研磨,具有 的测量水准,检验工件的平面度,平直度以及角度的公差值检测等。
装配平板操作方法
一般铸铁装配平台的使用寿命很长,铸铁装配平台只要采用正确的方法使用和保放,铸铁装配平台工作面的精度可以保持使用2年以上,铸铁装配平台精度降低时可以通过调试或刮研工艺恢复,装配铸铁平台本身的使用寿命可以达到50-100年,所以,延长装配铸铁平台的寿命,保 证工作质量要注意:
1、在使用铸铁装配平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
2、装配铸铁平台使用后应清洗干净,搞好防锈工作。
装配平板技术要求
1、装配平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、装配平板的铸造表面应清 除型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、装配平板应采用 细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、装配平板工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的允许值为5um。
6、平面度公差见表2的规定。
7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
1、装配平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、装配平板的铸造表面应清 除型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、装配平板应采用 细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、装配平板工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的允许值为5um。
6、平面度公差见表2的规定。
7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
一、装配平台毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、装配平台机械加工:外观检验并划线、在机床上工件、加工、检验、回火;
三、装配平台上机床、按图纸要求加工、送检验科检验;
四、装配平台的外观处理、喷漆、包装、入库


君健 2014(C)版权所有
技术支持:中科四方